
- 设备咨询热线:
13306125296 - 等离子配件咨询:














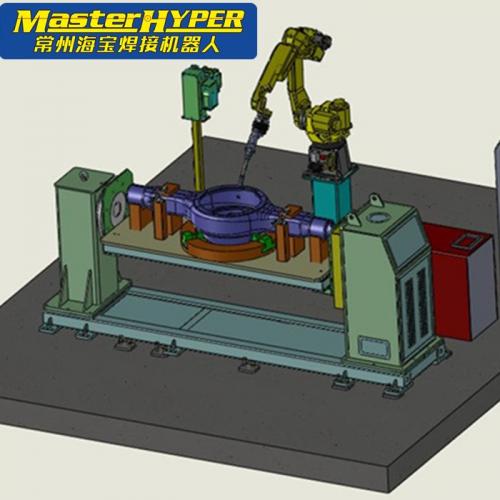
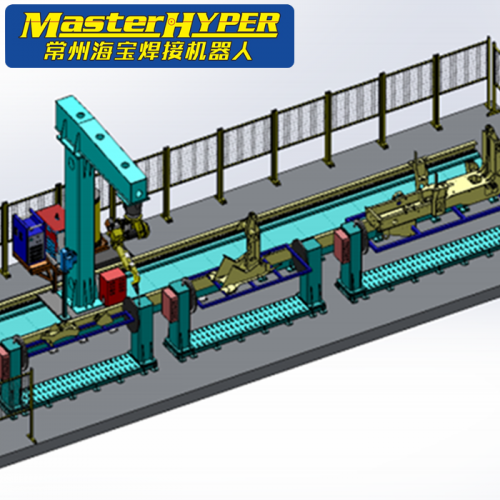
机器人焊接工装夹具设计的基本原则
已阅读 3162 次10/07/2017一、机器人焊接工装夹具设计的基本原则
1、满足使用机器人焊接过程中工件定位的稳定性和可靠性;
2、有足够的承载或夹持力度以保证工件在机器人焊接工装夹具上进行的加工过程;
3、满足机器人焊接装夹过程中简单与快速操作;
4、易损零件必须是可以快速更换的结构,条件充分时最好不需要使用其它工具进行;
5、满足机器人焊接的夹具在调整或更换过程中重复定位的可靠性;
6、尽可能的避免结构复杂、成本昂贵;
7、尽可能选用机器人焊接标准件作为组成零件;
8、形成公司内部产品的系统化和标准化。
二、机器人焊接工装夹具设计基本知识
一个优良的机器人焊接工装夹具必须满足下列基本要求:
1、保证工件的加工精度保证加工精度的关键,首先在于正确地选定定位基准、定位方法和定位元件,必要时还需进行定位误差分析,还要注意夹具中其他零部件的结构对加工精度的影响,确保夹具能满足工件的加工精度要求。
2、提高生产效率专用夹具的复杂程度应与产能情况相适应,应尽量采用各种快速高效的装夹机构,保证操作方便,缩短辅助时间,提高生产效率。
3、工艺性能好专用夹具的结构应力求简单、合理,便于制造、装配、调整、检验、维修等。
4、使用性能好机器人焊接工装夹具应具备足够的强度和刚度,操作应简便、省力、安全可靠。在客观条件允许且又经济适用的前提下,应尽可能采用气动、液压等机械化夹紧装置,以减轻操作者的劳动强度。机器人焊接工装夹具还应排屑方便。必要时可设置排屑结构,防止切屑破坏工件的定位和损坏刀具,防止切屑的积聚带来大量的热量而引起工艺系统变形。
5、经济性好专用夹具应尽可能采用标准元件和标准结构,力求结构简单、制造容易,以降低夹具的制造成本。因此,设计时应根据订单及产能情况对夹具方案进行必要的技术经济分析,以提高夹具在生产中的经济效益。
三、机器人焊接工装夹具设计规范化概述
1、机器人焊接工装夹具设计的基本方法与步骤
设计前的准备机器人焊接工装夹具设计的原始资料包括以下内容:
a)设计通知单,零件成品图,毛坯图和工艺路线等技术资料,了解各工序的加工技术要求,定位和夹紧方案,前工序的加工内容,毛坯情况,加工中所使用的机器人焊接工装、刀具、检验量具,加工余量和切削用量等;
b)了解生产批量和对夹具的需用情况;
c)了解所使用机器人焊接工装的主要技术参数、性能、规格、精度以及与夹具连接部分结构的联系尺寸等;
d)夹具的标准料库存情况。
2、机器人焊接工装夹具设计考虑的问题
夹具设计一般结构单一,给人的感觉结构不是很复杂,尤其现在液压夹具的大行其道,使其原有的机械结构大大简化,但是如果设计过程中不加以详细考虑必然会出现不必要的麻烦:
a)被加工件的毛坯余量。造成毛坯尺寸过大,产生干涉。所以在设计之前一定要准备毛坯图。留出足够的空间。
b)夹具的排屑畅通性。设计时由于机器人焊接工装的加工空间的有限性,夹具往往被设计的空间比较紧凑,这时往往就会忽略在加工过程产生的铁屑在夹具死角处存积,包括切屑液的流出不畅,给以后加工带来很多麻烦。所以在实际之初就应考虑加工过程中出现的问题,毕竟夹具是以提高效率,方便操作为本的。
c)机器人焊接夹具的整体敞开性。忽略敞开性,造成操作者装卡困难,费时费力,设计大忌。
d)机器人焊接夹具设计的基本理论原则。每套夹具都要经历无数次的夹紧,松开动作,所以可能在开始都能达到用户要求,但是加具应该有它的精度保持性,所以不要设计一些有悖原理的东西。即使侥幸当下可以,也不会有长久的持续性。一个好的设计应该经的起时间的锤炼的。
e)机器人焊接定位元件的可更换性。定位元件磨损严重,所以应考虑更换快捷和方便。最好不要设计成较大的零件。
夹具设计经验的积累很重要,有时设计是一回事,在实际应用中又是一回事,所以好的设计是一个不断积累和总结的过程。

常用的机器人焊接工装夹具按照功能性主要分为以下几种:
01夹模
02钻孔、铣面工装
03数控、仪表夹头
04试气、试水工装
05切边、冲孔工装
06焊接工装
设计要点:
1,上图是试气工装的参考图,具体结构需依据产品的实际结构来设计,思路就是用尽可能简单的方式密封产品,让需检测密封的部分充满气体来确认其密封性;
2,汽缸的大小可根据产品的实际大小来调整,同时也需考虑汽缸的行程是否能满足取放产品的便捷;
3,与产品接触的密封面一般采用优力胶,NBR胶圈之类具有良好压缩量的材料,同时注意如有与产品外观面接触的定位块尽量使用白胶类的塑料块并且在使用过程中盖上棉布防止碰伤产品外观;
4,设计时需考虑产品的定位方向,防止内漏的气体憋在产品型腔内部而误检的情况出现。

06焊接工装
焊接工装主要起固定焊接组件中各零部件的位置,控制焊接组件中各零部件的相对尺寸,其结构主要是定位块,需根据产品的实际结构来设计。值得注意的情况在产品放置在焊接工装上不得用工装之间产生密封空间,防止焊接加热过程中导致密封空间压力过大影响零部件焊接后的尺寸。
08装配工装
装配工装主要应用在组件的装配过程中辅助定位的装置。其设计思路为根据组件装配的结构能便捷的取放产品,在装配过程中不能损坏产品的外观表面,在使用过程中能盖上棉布来保护产品。在材料的选用上面尽量用白胶等非金属材料。
一、机器人焊接工装夹具设计的基本原则
1、满足使用机器人焊接过程中工件定位的稳定性和可靠性;
2、有足够的承载或夹持力度以保证工件在机器人焊接工装夹具上进行的加工过程;
3、满足机器人焊接装夹过程中简单与快速操作;
4、易损零件必须是可以快速更换的结构,条件充分时最好不需要使用其它工具进行;
5、满足机器人焊接的夹具在调整或更换过程中重复定位的可靠性;
6、尽可能的避免结构复杂、成本昂贵;
7、尽可能选用机器人焊接标准件作为组成零件;
8、形成公司内部产品的系统化和标准化。
二、机器人焊接工装夹具设计基本知识
一个优良的机器人焊接工装夹具必须满足下列基本要求:
1、保证工件的加工精度保证加工精度的关键,首先在于正确地选定定位基准、定位方法和定位元件,必要时还需进行定位误差分析,还要注意夹具中其他零部件的结构对加工精度的影响,确保夹具能满足工件的加工精度要求。
2、提高生产效率专用夹具的复杂程度应与产能情况相适应,应尽量采用各种快速高效的装夹机构,保证操作方便,缩短辅助时间,提高生产效率。
3、工艺性能好专用夹具的结构应力求简单、合理,便于制造、装配、调整、检验、维修等。
4、使用性能好机器人焊接工装夹具应具备足够的强度和刚度,操作应简便、省力、安全可靠。在客观条件允许且又经济适用的前提下,应尽可能采用气动、液压等机械化夹紧装置,以减轻操作者的劳动强度。机器人焊接工装夹具还应排屑方便。必要时可设置排屑结构,防止切屑破坏工件的定位和损坏刀具,防止切屑的积聚带来大量的热量而引起工艺系统变形。
5、经济性好专用夹具应尽可能采用标准元件和标准结构,力求结构简单、制造容易,以降低夹具的制造成本。因此,设计时应根据订单及产能情况对夹具方案进行必要的技术经济分析,以提高夹具在生产中的经济效益。
三、机器人焊接工装夹具设计规范化概述
1、机器人焊接工装夹具设计的基本方法与步骤
设计前的准备机器人焊接工装夹具设计的原始资料包括以下内容:
a)设计通知单,零件成品图,毛坯图和工艺路线等技术资料,了解各工序的加工技术要求,定位和夹紧方案,前工序的加工内容,毛坯情况,加工中所使用的机器人焊接工装、刀具、检验量具,加工余量和切削用量等;
b)了解生产批量和对夹具的需用情况;
c)了解所使用机器人焊接工装的主要技术参数、性能、规格、精度以及与夹具连接部分结构的联系尺寸等;
d)夹具的标准料库存情况。
2、机器人焊接工装夹具设计考虑的问题
夹具设计一般结构单一,给人的感觉结构不是很复杂,尤其现在液压夹具的大行其道,使其原有的机械结构大大简化,但是如果设计过程中不加以详细考虑必然会出现不必要的麻烦:
a)被焊接件的毛坯余量。造成毛坯尺寸过大,产生干涉。所以在设计之前一定要准备毛坯图。留出足够的空间。
b)焊接夹具的夹持畅通性。设计时由于机器人焊接工装的加工空间的有限性,夹具往往被设计的空间比较紧凑,这时往往就会忽略在加工过程产生的铁屑在夹具死角处存积,包括切屑液的流出不畅,给以后加工带来很多麻烦。所以在实际之初就应考虑加工过程中出现的问题,毕竟夹具是以提高效率,方便操作为本的。
c)机器人焊接夹具的整体敞开性。忽略敞开性,造成操作者装卡困难,费时费力,设计大忌。
d)机器人焊接夹具设计的基本理论原则。每套夹具都要经历无数次的夹紧,松开动作,所以可能在开始都能达到用户要求,但是加具应该有它的精度保持性,所以不要设计一些有悖原理的东西。即使侥幸当下可以,也不会有长久的持续性。一个好的设计应该经的起时间的锤炼的。
e)机器人焊接定位元件的可更换性。定位元件磨损严重,所以应考虑更换快捷和方便。最好不要设计成较大的零件。
夹具设计经验的积累很重要,有时设计是一回事,在实际应用中又是一回事,所以好的设计是一个不断积累和总结的过程。
常用的机器人焊接工装夹具按照功能性主要分为以下几种:
01夹模
02钻孔、铣面工装
03数控、仪表夹头
04试气、试水工装
05切边、冲孔工装
06焊接工装
01夹模
定义:用机器人焊接产品外形定位装夹的工具
设计要点:
1,此类夹模主要用于虎钳上,其长度可以根据需要截取;
2,夹模上可以设计其他辅助定位装置,一般采用焊接方式连接夹模;
3,上图为简图,模腔结构尺寸由具体情况确定;
4,在动模上的适当位置紧配直径12的定位销,定模相应位置的定位孔滑动配合定位销;
5,装配型腔在设计时需在无收缩的毛坯图档的外形面基础上偏移放大0.1mm。
设计要点:
1,上图是试气工装的参考图,具体结构需依据产品的实际结构来设计,思路就是用尽可能简单的方式密封产品,让需检测密封的部分充满气体来确认其密封性;
2,汽缸的大小可根据产品的实际大小来调整,同时也需考虑汽缸的行程是否能满足取放产品的便捷;
3,与产品接触的密封面一般采用优力胶,NBR胶圈之类具有良好压缩量的材料,同时注意如有与产品外观面接触的定位块尽量使用白胶类的塑料块并且在使用过程中盖上棉布防止碰伤产品外观;
4,设计时需考虑产品的定位方向,防止内漏的气体憋在产品型腔内部而误检的情况出现。关注微信公众号:慧宁焊割 更多精彩资讯等着你!
06焊接工装
焊接工装主要起固定焊接组件中各零部件的位置,控制焊接组件中各零部件的相对尺寸,其结构主要是定位块,需根据产品的实际结构来设计。值得注意的情况在产品放置在焊接工装上不得用工装之间产生密封空间,防止焊接加热过程中导致密封空间压力过大影响零部件焊接后的尺寸。
08装配工装
装配工装主要应用在组件的装配过程中辅助定位的装置。其设计思路为根据组件装配的结构能便捷的取放产品,在装配过程中不能损坏产品的外观表面,在使用过程中能盖上棉布来保护产品。在材料的选用上面尽量用白胶等非金属材料。
我要评论


查看所有评论(总共0条)评论列表