
- 设备咨询热线:
13306125296 - 等离子配件咨询:














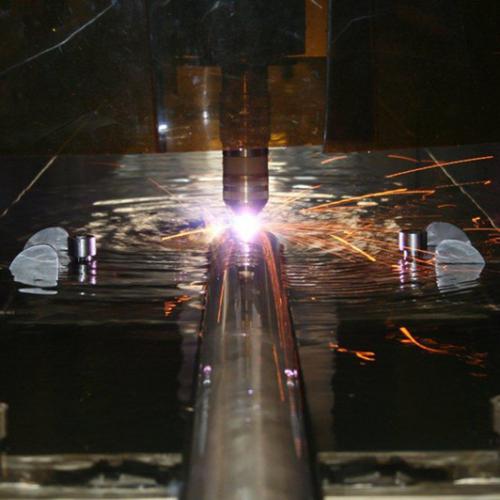
中厚板焊接不开坡口案例
已阅读 4553 次09/13/2016首先,大家是否在CO2焊接过程中有这种现象:
采用CO2气体保护焊全熔透焊接6mm以上钢板时,有以下方法:
①反面气刨清根法。钢板不开坡口,反面气刨清根。气刨产生的刨槽不正,深浅不匀和表面粗糙等现象会给施焊带来严重的困难,同时这种方法工作量大,工作环境恶劣,消耗材料多,效率低。不利于提高车间生产的效率。
②钢板开坡口留钝边留间隙或开坡口不留钝边法。这两种方法通过组焊时留2~3mm的间隙,采用CO2气体保护焊打底焊接后再进行填充盖面,但是在CO2气体保护焊打底时对装配间隙要求较高,对CO2气体保护焊焊工操作水平要求也较高,导致打底焊工作量大、效率低。这种方法也不利于提高车间生产的效率。
因此,是否需要可以采用不开破口焊接呢?
下面看看人家是怎么弄的?
焊接试验
(1)试验准备 6mm厚的板材,切割成300mm×200mm的板块。焊材采用伊萨生产的ER70S—6。焊前对母材进行打磨除锈。焊接设备为伊萨CO2气体保护焊设备一套,主要有焊接电源、送丝机构、焊枪、供气系统和控制系统组成。
(2)试验过程 为满足车间生产的焊接要求,以焊后的宏观检查和射线检测的结果为依据。试验过程通过选取四对300mm×200mm×6mm的板块,焊前采用相同的预处理,使待焊区表面光滑洁净,然后均采用无坡口、无间隙的平对接方式组装,通过调整不同焊接参数分别对四块试板进行施焊。具体焊接参数如下。
采用上面的焊接方法,得到了下面的焊接效果,不知从事焊接的您是否觉得可行?
试板1结果
焊缝的成形不好,焊道高而窄,并且焊道的边缘熔合不良
试板2结果
焊接过渡形式为短路过渡,焊缝出现烧穿的现象,焊缝的焊道较宽且平,并且焊道的边缘部分咬边
试板3结果
焊接过渡形式为短路过渡,试板的焊缝成形较好,表面无焊接缺陷,焊缝的焊道较平滑,但焊缝有较少的裂纹
试板4结果
使用了脉冲程序,焊接过渡形式为短路过渡,焊缝成形很好,表面无焊接缺陷,焊缝的焊道平滑,焊道的中间无夹渣和裂纹,从焊缝射线底片影像可以看出,焊缝没有裂纹及其他缺陷
实际应用
MAN柴油机5S50ME—B9.5机型排烟管的筒体长度为4 350mm,φ1 150mm,由三段卷圆钢板拼焊而成,材料为B级船板。根据新研究的焊接工艺,最终采用的焊接参数为:焊接电流(250±10)A、电弧电压(30±0.5)V、焊接速度35~40cm/min、气体流量18L/min,焊接过渡形式为短路过渡。焊接时需注意控制错边。
实际生产注意事项:
第一,作业前,CO2气体应预热15min,开气时,操作人员必须站在瓶嘴的侧面。
第二,作业前,应检查并确认焊丝的进给机构、电线的连接部分、CO2气体的供应系统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏水。
第三,焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。
第四,现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应安装相应的消防器材。
第五,当消除焊缝焊渣时,应戴防护眼镜,头部应避开敲击焊渣飞溅方向。
第六,雨天不得在露天焊接,在潮湿地带作业时,操作人员应站在铺有绝缘物品的地方,并应穿绝缘鞋。
,焊接机器人厂家,OTC机器人厂家,发那科机器人,OTC机器人,焊接机器人,机器人焊接,安川机器人,焊接机器人 自动,焊接机器人 全自动,全自动焊接机器人机械手,六轴焊接机器人,otc焊接机器人,FANUC焊接机器人,安川焊接机器人,焊接机械手,焊接机械手 自动,常州市海宝焊割有限公司,www.chinahyper.cn,常州焊接机器人,无锡焊接机器人,丹阳焊接机器人,镇江焊接机器人,扬州焊接机器人,苏州焊接机器人,江阴焊接机器人,宜兴焊接机器人,
我要评论


查看所有评论(总共0条)评论列表