
- 设备咨询热线:
13306125296 - 等离子配件咨询:














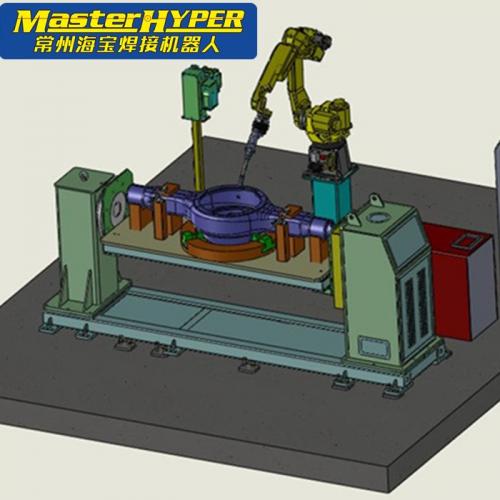
江苏科工科技-圆管法兰及斜插管机器人
已阅读 1159 次08/18/2021一、圆管法兰机器人系统概要
本机器人焊接系统由一台 FANUC M-10iA 站立式机器人,一套1000kg旋转 环缝变位机,一套FANUC 2.5KW机器人伺服电机,一套日本帝人RV减速机,夹紧定位工装, MEEGMET ARTSEN 500 C焊接系统,TBI 72G焊枪套件,,安全防护及电气控制系统等组成。每台工作站可协调联动的总轴数为 8 轴,机器人站立式安装,安全、可靠。
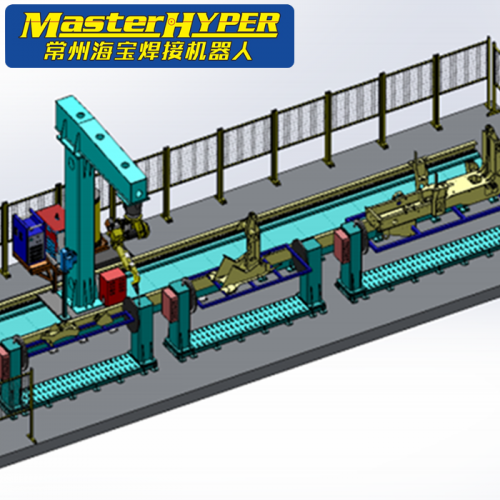
二、系统方案图

三、工件主要信息
序号 | 工件信息 | 内容 |
1 | 使用对象 | 法兰圆管环缝 |
2 | 型号 | Φ50mm-φ400mm |
3 | 材质 | Q235 |
4 | 焊接方式 | 熔化极气体保护焊(MAG 焊); |
5 | 焊缝姿态 | 外环缝及内环缝 |
6 | 保护气体 | 混合气体99.99%Ar |
7 | 焊丝规格 | Φ1.2mm; |
8 | 焊缝可达性 | ≤90%; |
9 | 表面处理 | 清理油污、等杂质,焊缝寻位处要打磨; |
12 | 零部件尺寸 | 组对间隙≤1mm,零件重复精度≤1mm。 |
四、工厂环境要求
1. 环境温度:运转时温度 0~45℃;温度系数 1.1℃/min。
2. 相对湿度:一般情况下环境湿度 20%~75%RH(无结露的场合);短期(1 个月以内)95%RH 以下(无结露的场合)。
3. 工厂压缩空气要求
压缩空气压力: 0.5-0.7Mpa; 压缩空气出口管径: 1 英寸;
露点-40℃,固体颗粒粒径≤0.1um; 含油量≤0.01mg/m³。
4. 工厂用电要求
所有制造的电气和电子设备的动力供应采用 50HZ(±1)、380V(± 10%)三相交流电压,确保动力电源一级接地。
五、供货范围
序号 | 部件 | 名称 | 单位 | 数量 | 备注 |
1 |
机器 人系 统 | M-10ia机器人本体; | 套 |
1 |
FANUC |
R-30iB 控制器 B-CAB 型柜及控制电缆; | 套 | ||||
弧焊软件包,焊缝寻位,电弧跟踪等功能; | 套 | ||||
彩色示教器及 20m 柔性电缆; | 套 | ||||
变位机回转伺服马达及柔性电缆; | 套 | ||||
2 |
焊接 系统 | ARTSEN 500 C 焊接电源; | 套 |
1 |
MEEGMET
或
Lincoln |
外置送丝机 VR1500; | 套 | ||||
保护气检测开关,减压阀,流量计; | 套 | ||||
气管,控制电缆; | 套 | ||||
送丝桶装附件等。 | 套 | ||||
3 |
焊枪 套件 | 外置 22°空冷焊枪枪颈; | 套 |
1 |
TBI |
安装模块及夹丝机构; | 套 | ||||
焊枪枪缆,枪缆支架及附件等。 | 套 | ||||
4 |
1000kg 回转变位机 | 头架变位机及结构件; | 套 |
1 |
FANUC |
回转变位机及结构件; | 套 | ||||
转动轴马达,驱动及控制电缆; | 套 | ||||
转动轴主轴箱及减速机; | 套 | ||||
回转轴主轴箱及减速机; | 套 | ||||
锁紧气缸,电磁阀,气管,接头; | 套 | ||||
回转支撑,驱动齿轮; | 套 | ||||
拖链,防护盖板,支架及附件等。 | 套 | ||||
5 |
电气 控制 及安 全防 护系 统 | PMC 软件编程; | 套 |
1 |
Master Hyper |
电气控制柜,控制电缆及线槽; | 套 | ||||
三色报警灯,蜂鸣器双重报警装置; | 套 | ||||
电气防护架及附件等。 | 套 | ||||
6 |
系统 集成 | 包装、运输及保险。 | 次 | 1 |
Master Hyper |
安装、调试及验收。 | 次 | 1 | |||
培训至少三位员工能够独立操作机器人 | 次 | 1 |
六、焊接设备规格和参数
焊缝寻位及电弧跟踪功能简介
Touch Sensing(焊缝自动寻找功能)是 FANUC 机器人 公司基于 Arclink/ArcTool 通讯软件,共同开发,简便有效的机器人焊缝找 寻功能。可以配合后续的电弧跟踪功能使用。
机器人通过焊机的电压反馈,用焊丝端部碰触工件上 的两个基准点,来判断工件的偏差情况,并对起弧焊接的位置坐标进行 补偿调整,实现焊缝寻找功能。
采用该功能会延长焊接循环时间,降低生产效率。同时工件的焊缝相对 于基准点的尺寸要准确。
Tast(电弧感应焊缝跟踪)同样是 Lincoln 和 FANUC 基于ArcLink-ArcTool 通讯软件共同开发的,简便有效的机器人焊缝跟踪功能
电弧跟踪原理是通过摆动焊接过程中,检测焊接电流(Welding Current) 的反馈信号,与设定值进行比较,调整焊接轨迹,使焊接位置始终保持 在焊缝中间位置。
电弧跟踪功能可以自动补偿焊缝位置因零件翘曲、装配不精确等产生的 偏差。可以在纵向和横向机器人运动轨迹上进行位置补偿
电弧跟踪的优点有以下四点。
(1)简单可靠、经济实用,不需要增加其他设备;
(2)焊枪可达性好,体积小;
(3)可以与焊缝起始点寻位,机器人附加轴联动功能等配合使用;
(4)他能记忆第1道焊缝跟踪的信息,在多层焊时达到事半功倍的效果。
合的焊缝型式有:角焊缝、V 形焊缝、单边 V 形焊缝、I 形焊缝、X 形 焊缝、Y 形焊缝等多种焊缝形式;带有干伸长控制功能
七、多功能数字化脉冲机器人焊机
名称 | Artsen CM 500C数字化脉冲机器人焊机 |
极大输出电流(A) | 60-500 |
额定输入电压(V) | 三相380±15% |
额定输入容量(kVA) | 24.4 |
极大输出电流(A)暂载率60% | 500 |
极大输出电流(A)暂载率100% | 400 |
空载电压(V) | 80 |
外形尺寸(mm×mm×mm) | 600×320×650 |
重量(kg) | 50 |
绝缘等级 | F |
外壳防护等级 | IP54S |
(1)脉冲MIG/MAG焊的很佳熔滴过渡形式是一个脉冲过渡一个熔滴。这样通过调节脉冲频率就能够改变单位时间内熔滴过渡的滴数,也就是焊丝熔化速度。
(2)射滴过度形式提高了焊丝的熔化系数,也就是提高了焊丝的熔化效率。焊接速度可提高30%。
(3)焊缝成形良好,熔宽较大,指状熔深特点减弱,余高小,由于一脉一滴的射滴过度,熔滴直径大致与焊丝直径相等,且熔滴电弧热较低,所有焊缝成形晶粒细、强度高。
(4)焊电弧指向性好,适合全位置焊接。
(5)噪声较普通焊机明显降低,干扰减少,操作时更舒适,精力也更集中。
(6)脉冲气保焊机是利用脉冲电流时间射滴过度,能实现无飞溅焊接,免除清理焊缝表面飞溅物的劳动,使焊缝成型更加美观,同时,因熔滴温度低焊接烟雾少,大大改善了施工环境。
八、E型变位机
三轴回转变位机是MasterHyper公司与FANUC公司联合研发的工件变位机构。变位机拥有两个个机 器人的外部轴,其的速度和方向可以手动自由编程,也可与机器人控制系统 联动进行轨迹插补运算。
变位机主要由头架变位机及结构件,尾架变位机及结构件,回转变位机 及结构件,变位机驱动主轴箱及减速机,电磁吸盘,电磁阀,气管,防护盖板及附件等组成。 变位机有两个工位。通过中间旋转可实现上下料在同一个位置。
用于机器人的连续性焊接作业,可以将机器人置于两块工件的正中间点进行焊接,以提高焊接范围,并提高焊接效率。工作台面上刻有安装基线,安装各种定位工件和夹紧机构,并设有安装槽孔,使工作台面具有较高的强度和抗冲击性能。
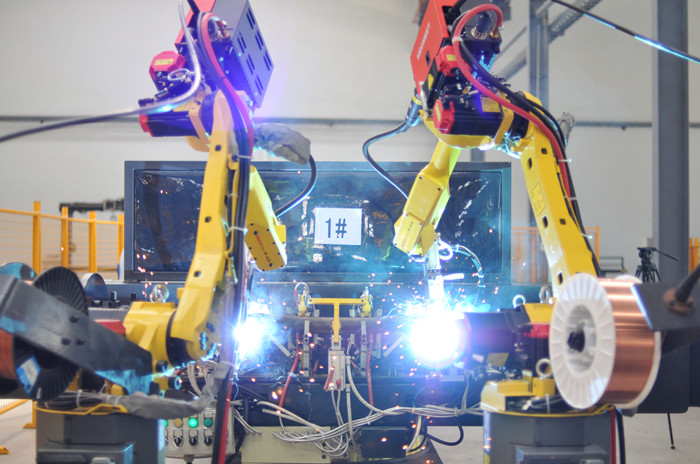
九、海宝公司的成熟案例




我要评论



查看所有评论(总共0条)评论列表