
- 设备咨询热线:
13306125296 - 等离子配件咨询:










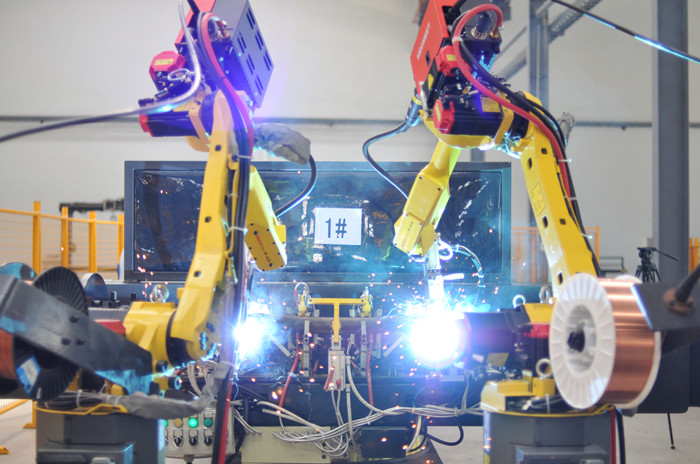





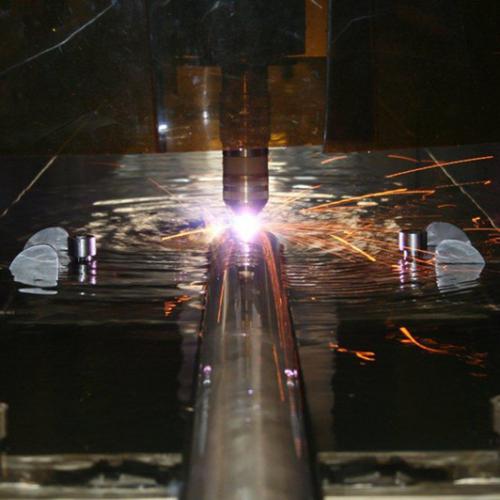
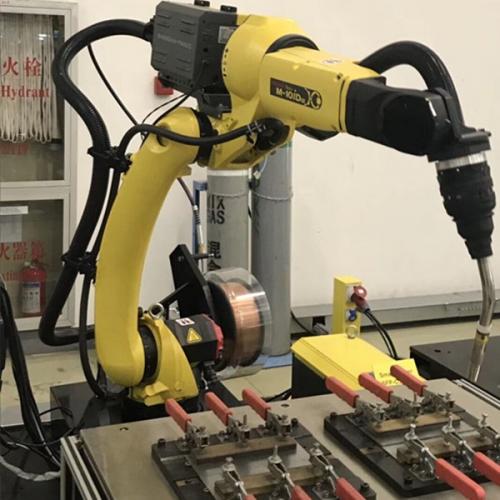
小叉支架焊接机器人
- 小叉车架焊接机器人系统:叉车承重架整体焊接机器人工作站焊接机器人系统说明:一、机器人:常州海宝焊接机器人发那科器人二、焊接方式:自动焊接机器人MAG三、叉车承重架焊接都采用机器人工作站完成,对产品质量的稳定性和完成客户订单量都是非常有力的保障,且在工人缩减和其他材料浪费、产品合格率等方面都非常出色。
- 技术及商务咨询:徐经理 13306125296
小叉车架焊接机器人系统:叉车承重架整体焊接机器人工作站焊接机器人系统说明:一、机器人:常州海宝焊接机器人发那科器人二、焊接方式:自动焊接机器人MAG三、叉车承重架焊接都采用机器人工作站完成,对产品质量的稳定性和完成客户订单量都是非常有力的保障,且在工人缩减和其他材料浪费、产品合格率等方面都非常出色。







小叉支架焊接机器人由于具有生产过程自动化、劳动强度小、生产效率高、产品焊接质量稳定、可持续作业等优点,在工程机械系统中得到了广泛应用。我国小叉支架焊接机器人优质先主要应用于汽车行业,工程机械行业应用小叉支架焊接机器人较晚,目前处于引进消化阶段。本文以ABB机器人焊接内燃叉车车架的焊接系统为例,具体介绍小叉支架焊接机器人在叉车车架焊接上的应用,主要包括:如何选型搭建工作站,以及在调试过程中出现的常见问题及如何解决。
一、前期焊接工作站的搭建
前期,通过到客户现场参观以及与客户沟通,了解焊接工件—叉车车架的焊接特点。根据叉车车架的结构及焊接工艺,采用机器人专用的三维模拟软件初步搭建了一个焊接工作站。
1、机器人设备的选型
首先,根据叉车车架的焊接工艺以及客户的预算标准,选择ABB公司一款专用的弧焊机器人IRB 1520,它有6个操纵器轴,上臂结构紧凑,专为弧焊的集成而设计。控制系统配备IRC5控制器,该控制器包含控制机械臂、附加轴和外围设备所需的电子装置。标配控制软件支持机器人系统的方方面面,如动作控制、应用程序的开发和执行以及通信等。
2、焊接系统的配置
在焊接工作中,焊接系统的配置十分重要,在机器人焊接工作站中,所选的焊接系统除满足焊接工件的一般焊接工艺要求外,还必须与机器人系统相匹配。
因为客户现场手工焊用的是松下的焊接电源,所以他们希望机器人焊接工作站仍选用松下焊接电源。但笔者查阅松下送丝机和焊枪的接线图,发现其和ABB的机器人系统无法连接,所以建议客户选用和ABB机器人控制系统相匹配的肯比的焊接系统。安装在肯比焊接电源上的DeviceNet用于机器人控制器IRC5与电源之间的通信。
3、变位机和外围设备的选型
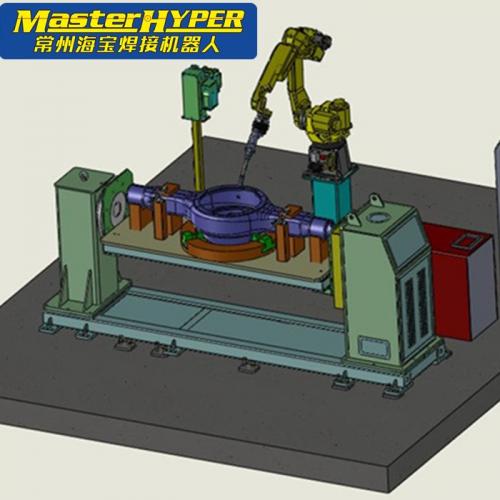
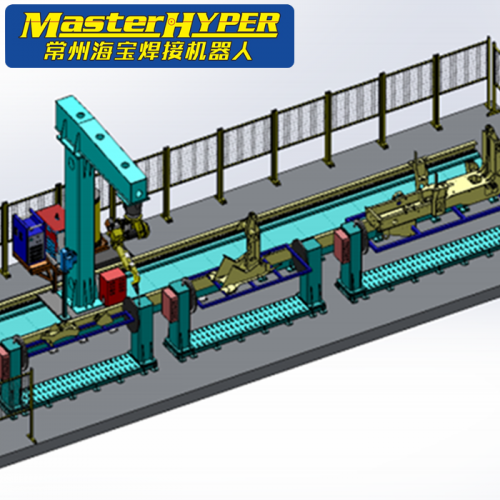
由于叉车车架是由多个工件拼装而成,体积和重量相对较大,笔者放弃了选用小工件所用的尾架式变位机,改用头、尾架式变位机,其驱动部分选用了ABB伺服电机、减速机以及回转支撑。这样整个变位机的结构就很紧凑,承受的力矩很大,精度很高。在前期模拟时,选用的是单工位,在工件的上料和下料过程中,机器人处于停止工作的状态,达不到客户所要求的生产节拍。为使机器人一直处于工作状态,提高生产节拍,后经项目组讨论决定选用双工位,这样在一个工件焊接完成后,机器人可以立即焊接下一个工件(图1)。
图1 叉车车架双工位机器人焊接工作站
二、现场调试中出现的主要问题及解决方案
前期工作站搭建完成后,在正式进入生产前调试工作是必须的。因为在现场调试过程中会出现一些实际性的问题,只有这些问题得到解决,在正式投入生产时才能保证焊接工作的顺利进行。这个项目在调试过程中也遇到了一些问题,机器人焊接叉车车架在调试中出现的主要问题及解决方案具体如下:
1、在圆弧处出现假焊
在车架左右挡泥板的圆弧处和油箱侧板圆弧处,经常会出现看似焊接好,但经质检检查达不到焊接工艺要求的焊缝。焊接不牢或有些地方出现假焊的情况,将会导致挡泥板与其相连接的工件直接连接强度不够。在项目调试阶段,笔者在检测油箱试漏时,有时会发现油箱侧板圆弧处出现侧漏,经检测发现油箱侧板圆弧处焊缝质量达不到要求。通过现场实际反复调试实验并对焊接工件进行分析得知,有些油箱侧板圆弧处折弯公差大,使得拼装时圆弧度不一,导致机器人寻找焊缝时会出现偏移,发生假焊。
针对以上情况采取两个措施方案:
(1)编程时在圆弧处增加程序点,并降低速度,保证圆弧处焊缝的焊接达到焊接工艺要求。
(2)更改运动指令,在原指令MoveC的基础上采用MoveCDO运动指令,因为这个指令机器人是通过中间点以圆弧运动方式运动至目标点,并且在目标点将相应输出信号设置为相应值,在原来指令的基础上增加信号输出功能。改进程序后,对多个焊接工件进行检测,发现不再出现假焊。
2、在工件折弯处出现漏焊
叉车车架组装时有些是折弯件,这些件的折弯弧度或折弯角度会有所偏差。所以在拼装时,对应这些焊缝的位置会发生偏移。因为机器人是事先拟定焊接位置的,所以当焊接位置发生偏移时,机器人无法识别,将导致此处焊缝出现漏焊或只焊接边缘。这些漏焊的焊缝需要后期焊工手工补焊,降低了工作效率。
我们从以下两个方面着手,解决折弯件折弯处焊缝漏焊现象:
(1)向客户提议增设质检监控点,在叉车车架拼装前严格控制尺寸。对拼装尺寸不在公差范围内、不合格的禁止转入焊接工位。
(2)在机器人系统内增加激光跟踪仪标定功能(Laser Tracker Calibration),因为在LTC系统里每个传感器优质多有3个标定功能,可以保证在同一空间中不同位置的精度要求(图2)。
图2 角度说明
3、在电弧干扰下焊接过程不稳定
在调试过程中时而会出现焊接过程不稳定的现象,工作现场还有其他设备在运行,它们会产生电磁场,而且小叉支架焊接机器人工作站本身也会有电弧和电磁干扰。为保证焊接的稳定性和提高焊接的控制精度,经分析讨论,决定重新对工作站做屏蔽措施。首先对与焊接电源连接的电源线、接地线、信号线做屏蔽,在其线缆外部套上屏蔽装置,并用同样的方法屏蔽机器人控制器IRC5上的电缆;然后在工位及工装夹具上装上绝缘套,做好与焊接工件和大地的屏蔽绝缘;对送丝机和焊枪也分别装上绝缘垫,使其与机器人绝缘,防止产生静电。
4、机器人出现的故障报警
在现场调试过程中机器人经常会出现故障报警,导致焊接工作停滞。调试期间示教器上出现过如下故障报警:
(1)碰撞报警(故障代码10024)。因为没有任何外界因素进入和机械手发生碰撞,机械手也没有和工件及外围设备发生碰撞,故在机器人系统里增加一个碰撞检测软件选项,以减少机器人承受的碰撞力度,还有助于避免机器人和外部设备受到严重损伤。“碰撞检测”检测到一次碰撞时,相关机器人会立即停止,并沿其路径反向移动一小段距离来释放余力。当接收了一则碰撞错误消息后,系统便能继续执行相应的移动,而无需按下相关控制器上的“电机开启”。
(2)外部设备温度高报警(故障代码20253)。出现此报警是由于焊接系统温度过高,因为前期在现场,焊接系统里没有冷却装置,后来增加冷却水循环装置来防止焊接温度过高。
(3)信号参考无效报警(故障代码110302)。经检查是工具硬核点(TCP)错误。经查阅技术手册,发现在前期的系统里没有牛眼(Bulls Eye)软件和相关硬件来校准工具硬核点。通过这个项目,笔者了解到牛眼在机器人焊接系统里非常重要,如条件允许,此项要选购。牛眼提供了完全自动化的工具硬核点(TCP),还配置了新的工具来支持MIG焊枪。当机器人围绕TCP编程时,如果点被损坏、程序再次运行,机器人重复同样的动作,会由于TCP错位不再遵循相同的路径。围绕焊枪定义的TCP(图3)是直接对准一个看不见的参考点,焊丝硬核会从气嘴底部触及工件,使用预先确定的距离。
图3 围绕焊枪定义的TCP
三、小叉支架焊接机器人在工程机械上应用的经验与分享
通过小叉支架焊接机器人应用于内燃叉车车架焊接的案例分析可以看出,在前期搭建工作站时,机器人设备的选型并不难,一般机器人公司都有对应的标准,但是焊接系统的选型却是多样化的。这个项目的以下经验值得分享:
(1)选择焊接系统时,除考虑焊接工件的焊接工艺外,焊接系统与机器人系统的通讯连接也是十分重要的,有利于保证焊接质量。
(2)提高生产效率必须以安全为前提,所以在设计方案时要以人、机、料的安全为根本。
(3)正式投入生产前的调试工作是必须的,要解决调试过程中出现的问题,以保证焊接工件满足相关工艺要求。
(4)在机器人系统软件配置时要考虑是否需要碰撞检测软件,牛眼在机器人焊接系统中非常重要,建议选购此项。
四、结语
小叉支架焊接机器人在实际生产过程中的运用是一个复杂的系统工程,不仅仅涉及前期焊接工作站的搭建,而且与后期现场调试等有着重要联系,在机器人焊接叉车车架这个项目中,通过前期三维模拟焊接工作站的搭建,实际现场安装调试的实时监控,以及有效处理调试过程中遇到的实际问题,才能确保每个程序的有效衔接,保证整个项目的顺利运行。

我要评论







评论列表